








Higher Resolution PDF Download of Images
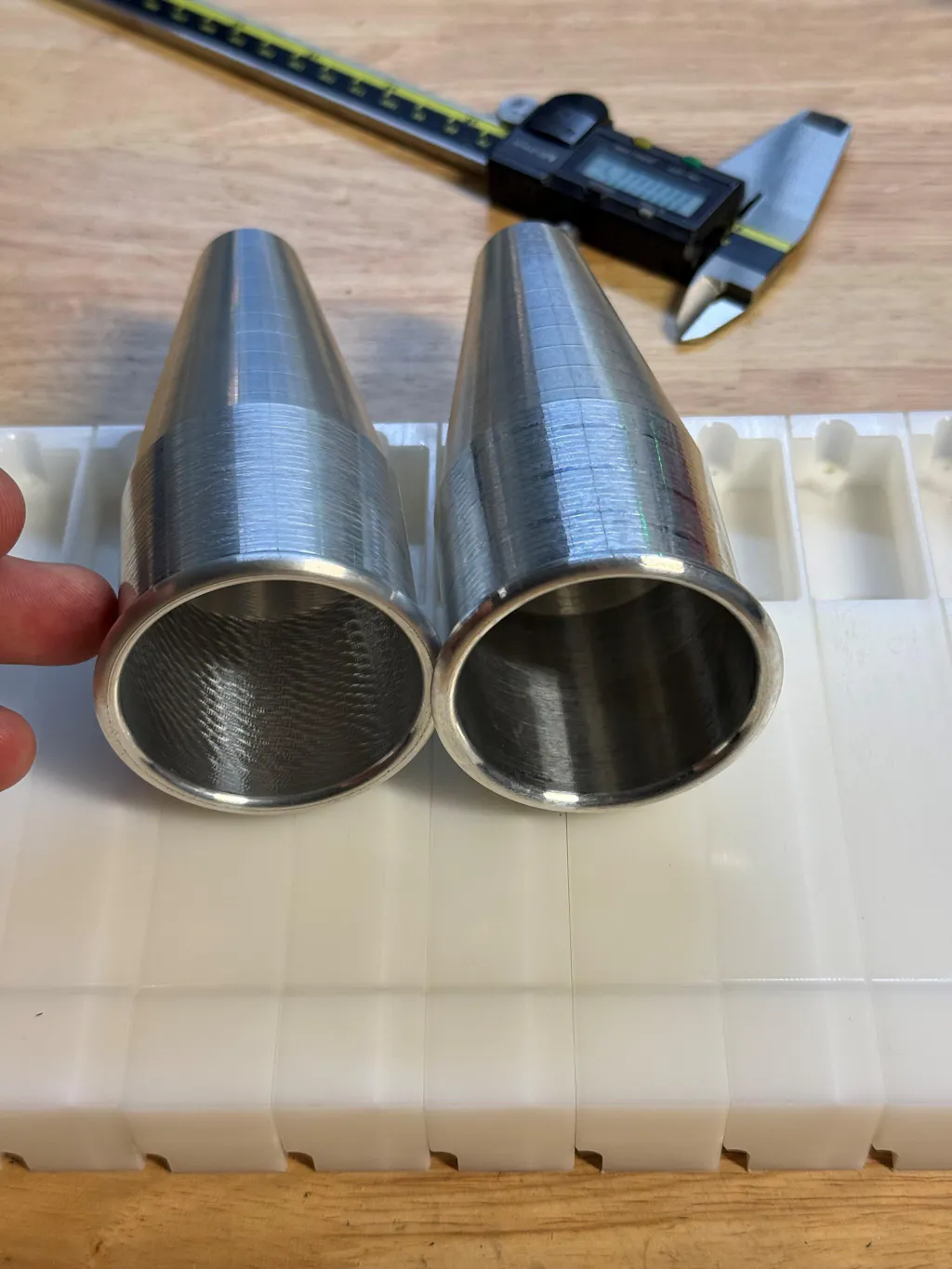
Comparing a carbide drill to a high speed drill is like comparing a Mini-Van to a Top Fuel Dragster. There are very few machining operations that can be supercharged like adding a carbide drill with thru-spindle coolant to your kit.
Typical thru coolant Carbide Drilling should go as follows.
Face stock clean (There are exceptions but it is a good practice) > RPM to recommended speed > Rapid to part > Through spindle coolant on > Feed at recommended rate straight to depth, NO center drilling, NO pecking > Rapid retract > Continue drilling remaining holes.
It is common to drill thousands of holes even in difficult material with the right tool and parameters.
Center drilling is not recommended for carbide drills less than 8 x Diameter. What to do when a pilot is required is covered below.
A typical Carbide drill tip angle is 135°, a typical center drill is 90°. A smaller angle means that a single point of contact will be made before the drill is fully enveloped. This will almost certainly lead to chipping the drill. Carbide is extremely hard and will last a very long time if used properly, but can be chipped or broken if parameters are incorrect.
Pilot Drilling-Carbide Drills are normally rigid enough to very accurately center themselves. If a pilot hole is required, it is best to use a pilot drill with a tip angle greater than the longer drill. 135° long drill point angle=140° pilot drill point angle. There are drills made specifically for this, they will often be the same diameter as the longer drill or very close. It is a good practice to drill or bore the pilot at least 1.5 x diameter in depth.
Typical application of a deep hole drilling cycle is as follows. Face stock clean > Pilot Drill 3 x D in depth (example: .250" hole x .750" deep) > Switch to longer drill > Spindle on at low RPM with coolant on as well > Rapid to part zero > Switch to feed move > Feed close to the bottom of the pilot hole slowly > Spindle on to normal RPM > Feed continuous to final hole depth > Retract a small amount > Slow RPM to entry speed in the case of extreme length drills > Feed out > Spindle OFF Coolant OFF.
Coolant-Through spindle coolant is going to help with chip evacuation. Through spindle coolant or air blast through the tool are going to be the #1 performance increase in drilling operations other than the Carbide Drill itself. The chips escape along the polished flutes of the drill under hydraulic force. The coolant also helps to cool and lubricate the cut. Smaller coolant ports will require more coolant pressure, it takes more force to push coolant through small openings. A larger drill may work well with flood coolant pumps routed through the drill. A very small drill may require 300-1,000 PSI.
Runout-The goal is always zero runout when drilling, .0001" of runout is far better than .0002" for drilling. Checking two points can help. I like to check the I.D. of the holder itself before installing the drill to ensure it is perfectly on center in relation to the chuck for Lathe applications. Collet chucks are usually sufficient for high performance drilling so long as the runout is as low as possible. Hydraulic chucks and Shrink fit toolholders offer very low runout without much effort and are desirable for this reason.
Feedrate-Insufficient feed force will not cause proper chip formation. Long stringy chips can not be evacuated properly and can cause the drill to fail. It may seem like the drill will explode at high feed rates but seeing a high performance drill in action when dialed in is like magic. If small chips that can easily be evacuated are not forming, the feedrate likely needs to be increased. Failure to evacuate the chips will almost certainly lead to tool breakage.
I hope that helps, drilling can be fun with the right recipe.